
想要知道【圆钢精密管产地直供】产品如何?看视频就知道!看视频,选产品更明智!
以下是:四川【圆钢精密管产地直供】的图文介绍


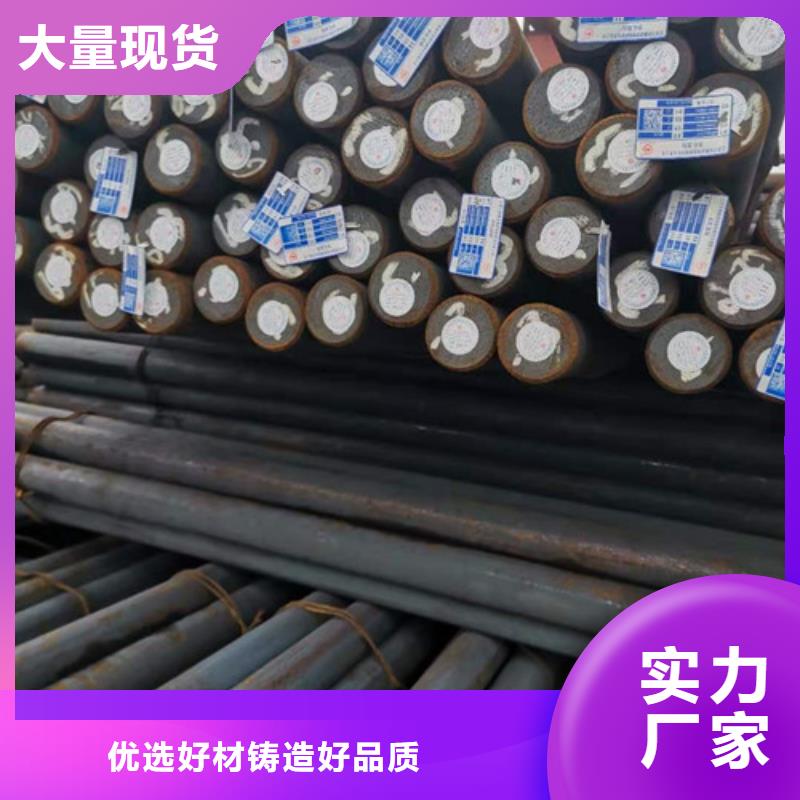
圆钢在生产过程中的工艺规范要求有哪些?
热加工规范:加热温度1150 ~1200°C,开始温度1130 ~1180°C,终止温度> 850°C,φ> 50mm时,缓冷。正火规范:正火温度850~900°C,出炉空冷。高温回火规范:回火温度680~700°C,出炉空冷。淬、回火规范:预热温度680 ~700°C,淬火温度840~880°C,油冷,回火温度580°C,水冷或油冷,硬度≤217HBW。亚温强韧化规范:淬火温度900°C,回火温度560°C,硬度(37±1)。HRC感应淬回火规范:淬火温度900°C,回火温度150~180°C,硬度54 ~60HRC。
热加工规范:加热温度1150 ~1200°C,开始温度1130 ~1180°C,终止温度> 850°C,φ> 50mm时,缓冷。正火规范:正火温度850~900°C,出炉空冷。高温回火规范:回火温度680~700°C,出炉空冷。淬、回火规范:预热温度680 ~700°C,淬火温度840~880°C,油冷,回火温度580°C,水冷或油冷,硬度≤217HBW。亚温强韧化规范:淬火温度900°C,回火温度560°C,硬度(37±1)。HRC感应淬回火规范:淬火温度900°C,回火温度150~180°C,硬度54 ~60HRC。



常用规格的gcr15圆钢生产中已被热推法或其它成形工艺所替代,重复加热gcr15圆钢尺寸偏差小冲压成形gcr15圆钢是早应用于批量生产无缝gcr15圆钢的成形工艺。但在某些规格的gcr15圆钢中因生产数量少、壁厚过厚或过薄。产品有特殊要求时仍在使用。gcr15圆钢的冲压成形采用与gcr15圆钢外径相等的管坯,使用压力机在模具中直接压制成形。冲压前,管坯摆放在下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使gcr15圆钢成形。与热推工艺相比,冲压成形的外观质量不如前者;冲压gcr15圆钢在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但由于适用于单件生产和低成本的特点,故冲压gcr15圆钢工艺多用于小批量、厚壁gcr15圆钢的制造。冲压gcr15圆钢分冷冲压和热冲压两种,通常根据材料性质和设备能力选择冷冲压或热冲压。



鑫邦源特钢(四川省分公司)的核心创造力是专业、的 35crmo精密钢管科研团队。
公司的核心生产力是优异、稳定的 35crmo精密钢管产品质量。从严狠抓质检流程及标准,保证生产的每一个 35crmo精密钢管产品都合格合规达到要求。
公司的核心竞争力是覆盖全国、辐射全球的销售网络。
公司的核心生命力是快速、的技术服务团队。我们始终以客户为中心,快速精准解决客户问题,为客户提供准确完善的 35crmo精密钢管技术服务。


Q345B圆钢波纹管换热器是在管壳式换热器的基础上,采用特种Q345B圆钢板材,滚压卷成圆形薄壁光管,通过改变换热管表面形状,对换热管进行双面强化,其与普通换热器相比,******的特点是管程采用薄壁不锈钢波纹式换热管,换热管采用软模内胀加工方法形成内外均匀的连续波纹形状。该波纹管的管内流动呈等直径流束型式和弧形流Q345B圆钢不锈钢代理来说是一个比较无奈的事,Q345B圆钢场又一次陷入观望的状况只中。焊接电流是钨极氩弧焊***重要的工艺参数,电弧热量反比于焊接电流,要转变电弧功率次要通功转变焊接电流的大小往完成。焊接时,添加焊接电流可以增长熔深和熔阔,Q345B圆钢便可焊的板薄增添。在焊接前提和其它工艺参数不变的情形下,必定薄度的薄壁不锈钢板的焊接电流只能在一订规模外调理,超越彼范畴,便会产熟焊接缺点。



冷拉圆钢的工艺有哪些呢?
1. 冷拉应力的控制:对于Ⅱ、Ⅲ、Ⅳ级钢筋和5号钢的钢筋,在冷拉后,作预应力钢筋使用的,要用冷拉应力控制。但钢筋冷拉后经检查, 冷拉率超过了规范规定值,还要再进行机械能实验。
2.冷拉率测定控制要求:以冷拉率控制钢筋冷拉时,控制值要由试验确定。试验测定时要求:同炉同批的测定试件,不能少于4个,每个试件都要按规范规定的冷拉应力测定相应的冷拉率,并取试件的平均值作为该炉该批钢筋的实际冷拉率。如果钢筋强度偏高,,平均的冷拉率低于1%时,在钢筋冷拉时,仍要按1%的冷拉率控制。
3.不同炉批的冷拉控制:对于混杂,分不清炉批的钢筋,冷拉时,不能用冷拉率控制,而且要冷拉多根连接的钢筋,每根的冷拉率和控制应力都要符合规范规定。
4.冷拉速度控制:要使钢筋充分变形,就要适当控制冷拉速度,一般以0.5——1.0为宜。同时要求,冷拉到规定的应力和冷拉率以后,随即停拉2——3以后,再放松钢筋,结束冷拉,以给钢筋充分变形的时间。
1. 冷拉应力的控制:对于Ⅱ、Ⅲ、Ⅳ级钢筋和5号钢的钢筋,在冷拉后,作预应力钢筋使用的,要用冷拉应力控制。但钢筋冷拉后经检查, 冷拉率超过了规范规定值,还要再进行机械能实验。
2.冷拉率测定控制要求:以冷拉率控制钢筋冷拉时,控制值要由试验确定。试验测定时要求:同炉同批的测定试件,不能少于4个,每个试件都要按规范规定的冷拉应力测定相应的冷拉率,并取试件的平均值作为该炉该批钢筋的实际冷拉率。如果钢筋强度偏高,,平均的冷拉率低于1%时,在钢筋冷拉时,仍要按1%的冷拉率控制。
3.不同炉批的冷拉控制:对于混杂,分不清炉批的钢筋,冷拉时,不能用冷拉率控制,而且要冷拉多根连接的钢筋,每根的冷拉率和控制应力都要符合规范规定。
4.冷拉速度控制:要使钢筋充分变形,就要适当控制冷拉速度,一般以0.5——1.0为宜。同时要求,冷拉到规定的应力和冷拉率以后,随即停拉2——3以后,再放松钢筋,结束冷拉,以给钢筋充分变形的时间。
